- 课程详情
- 学校环境
- 政府补贴
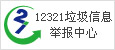
转动管的焊接:
(1)焊前准备
先用半自动切割机沿管端边缘加工35°坡口,然后用手动砂轮在管壁内、外侧打磨,钝边为1mm。
施焊时需用5块定位板[200mm×80mm×(10~12)mm]均布一周,接头间隙均为4mm。焊接时应保证接管间同心,尽量不使管子错口。
(2)焊接操作
1.打床层的辨拔,选用直径为3.2mm的结422辉条以天
穿越洲民,解装电沉为110A,提作时,严格按照“有侧起贺、 为5n而范殊一(翻样条在右绸起弧后,迅迷模摆向左侧,再摆回右机, 的取向上炮双)的原则,焊接过程中,以转动管件的方式在8点到10点半两位置间施烨,定位焊用的定位板,随着焊缝的延长逐个焊接!
打掉。 爆接时,必须使拨口两侧边缘得到充分的熔合,同时注视者兔 弧,池,使熔孔的大小基本一致,焊条向下倾斜80°~85°。换焊条时 第一定要快,先把电孤拉长,以预热管件,当看到熔池处有“冒汗”现 对推象时,迅速将电弧压低,进行焊接,在焊条摆动到坡口中心时,再 与持将电弧稍向后压,为防止接头处出现凹坑,焊接速度要比正常施焊 灭弧女时略慢一些。接头封口时,要注意两个问题:事先用手砂轮机将环 中的女缝的起焊处打磨成斜坡状;绝对避免在接头封口处10mm 之内再 管相出现另一个接头。
2填充层的焊接。仍选用直径为3.2mm的结422焊条进行煤接,焊接电流为120A。焊接前,先将打底层熔渣清理干净,然后 边缘。以转动管件的方式将焊接位置保持在9点和11点两位置间。施煤
时,以“两侧稍慢、中间稍快”的原则进行月牙形摆动,以达到焊缝平坦、坡口两侧不出现深沟的目的。焊接过程中,应保持连续施焊,这样可以提高熔池温度,并使前一层焊道上的残渣有重新熔化的可能,以避免夹溢峡陷。为利于盖面层的焊接,需使填充层焊道的上表面低于管表面1mm。 许灭
3盖雨层的焊接,选用直径为4mm的结422焊条进行焊接,
柳核电流为150A。施焊操作与填充层相同,盖面层烨道两侧应超 根部力出坡口边缘2mm。烨条摆动要均匀,焊缝成形美观,无夹渣。
(1)焊前准备
先用半自动切割机沿管端边缘加工35°坡口,然后用手动砂轮在管壁内、外侧打磨,钝边为1mm。
施焊时需用5块定位板[200mm×80mm×(10~12)mm]均布一周,接头间隙均为4mm。焊接时应保证接管间同心,尽量不使管子错口。
(2)焊接操作
1.打床层的辨拔,选用直径为3.2mm的结422辉条以天
穿越洲民,解装电沉为110A,提作时,严格按照“有侧起贺、 为5n而范殊一(翻样条在右绸起弧后,迅迷模摆向左侧,再摆回右机, 的取向上炮双)的原则,焊接过程中,以转动管件的方式在8点到10点半两位置间施烨,定位焊用的定位板,随着焊缝的延长逐个焊接!
打掉。 爆接时,必须使拨口两侧边缘得到充分的熔合,同时注视者兔 弧,池,使熔孔的大小基本一致,焊条向下倾斜80°~85°。换焊条时 第一定要快,先把电孤拉长,以预热管件,当看到熔池处有“冒汗”现 对推象时,迅速将电弧压低,进行焊接,在焊条摆动到坡口中心时,再 与持将电弧稍向后压,为防止接头处出现凹坑,焊接速度要比正常施焊 灭弧女时略慢一些。接头封口时,要注意两个问题:事先用手砂轮机将环 中的女缝的起焊处打磨成斜坡状;绝对避免在接头封口处10mm 之内再 管相出现另一个接头。
2填充层的焊接。仍选用直径为3.2mm的结422焊条进行煤接,焊接电流为120A。焊接前,先将打底层熔渣清理干净,然后 边缘。以转动管件的方式将焊接位置保持在9点和11点两位置间。施煤
时,以“两侧稍慢、中间稍快”的原则进行月牙形摆动,以达到焊缝平坦、坡口两侧不出现深沟的目的。焊接过程中,应保持连续施焊,这样可以提高熔池温度,并使前一层焊道上的残渣有重新熔化的可能,以避免夹溢峡陷。为利于盖面层的焊接,需使填充层焊道的上表面低于管表面1mm。 许灭
3盖雨层的焊接,选用直径为4mm的结422焊条进行焊接,
柳核电流为150A。施焊操作与填充层相同,盖面层烨道两侧应超 根部力出坡口边缘2mm。烨条摆动要均匀,焊缝成形美观,无夹渣。



查询广东各市/镇校区
其它课程查询
热门资讯
- 2
- 21
- 22
- 23
- 24



- CAD绘图技巧2021-01-21
- 学习creo的几点心得2021-01-21
- solidworks钣金K因子与钣金参数设置2021-01-21
- 万用表的使用及各功能详解2021-01-21
- 转动管的焊接技术2021-01-21

学校信息
广东信科教育集团,是一家专注职业技能、资格证等为一体的大型综合教育机构,18年办学经验,在全国与20多家职业院校全面合作,提供教学设备与教学服务,为企业培养实用型高技能人才. 学校开设:电工培训、焊工培训、PLC培训、工业机器人、CAD制图、SOLIDWORKS、CREO、Abaqus、Ansys、Rhino等课程.....
热点排行




预约免费试听
只要一个电话
我们免费为您回电