洪梅焊工培训学校_洪梅焊工培训试件的组对及定位焊
- 推荐星级:
- 培训课程:焊工培训_焊工证_焊工证复审
- 培训地址:洪梅焊工培训地址-洪梅车站附近
- 培训学校:洪梅焊工培训学校-信科教育集团
- 浏览人数:
课程价格:
- 课程详情
- 学校环境
- 政府补贴



洪梅焊工培训学校_洪梅焊工培训试件的组对及定位焊:
学习单元 :试件的组对及定位焊
学习目标
1.掌握组对和定位焊的作用和要求
2.掌握板、管子的定位焊操作技能
知识要求
一、试件组对及要求
试件是指按照预定的焊接工艺制成的用于试验的焊件,或从构件上切取的用于试验的焊接接头的一部分。在正式施焊前将试件按照图样所规定的形状、尺寸装配在一起称为试件组对。在试件组对前,应按要求对坡口及其两侧一定范围内的母材进行清理。试件组对时,应尽量减少错边,保证装配间隙符合工艺要求,必要时可采用适当的焊接夹具。

二、定位焊的作用和要求
定位焊是指为装配和固定焊接接头的位置而进行的焊接。焊接前为装配和固定构件接缝的位置而焊接的短焊缝称为定位焊缝。
1. 定位焊的作用
定位焊的作用就是装配和固定焊接接头的位置。
2.定位焊的要求
(1)定位焊所使用的焊条及对焊工操作技术熟练程度的要求应与正式焊缝的焊接完全一样。
(2)定位焊时容易产生未焊透缺陷,故焊接电流应比正式焊接时大10%-15%。
(3)当发现定位焊缝有缺陷时,应将其除去并重新焊接。

(4)定位焊缝的尺寸;一般板厚小于3 mm时,长度为5~10 mm,间距为20-100 mm;板厚大于4 mm时,长度为30-50mm,间距为300 mm。焊缝厚度要低于板厚。
(5)如果焊件需预热,应加热到规定预热温度后再进行定位焊。
(6)不能在焊缝交又处和方向急剧变化处进行定位焊。应离开上述位置50 mm左右距离后方可进行。
(7)为防止开裂,应尽量避免强行组装后进行定位焊,必要时可采用碱性低氢型焊条。
洪梅焊工培训技能要求
一、板的定位焊
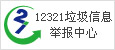
定位焊的焊缝位置应在试件坡口两端处,始焊端可少焊些,终焊端应多焊些,且终焊端预留间隙应比始焊端大1~2 mm,以防止在焊接过程中收缩造成未焊端坡口间隙变窄而影响焊接。板厚为12 mm的试件定位焊时预留反变形3°左右。如图1-10所示为试件的定位焊。

图1-10 试件的定位焊
二、管子的定位焊
小口径管道可定位焊一处或两处,定位焊缝一般位于平焊或立焊部位或两个上爬坡处;大口径管道基木相同,只是对称多焊几点。定
位焊缝一般不允许定位在管径截面相当于“时钟6点”的位置。当焊接淬硬性大的低合金钢和铬钼钢且直径大于168 mm的管道时,可用与试件材质相同的定位板在坡口外进行定位焊。定位板应均匀分布在试件外壁上。焊后拆除定位板以后,应将定位焊处磨平,并用着色探伤检查表面有无裂纹。如图1-11所示为管子的定位焊。

图1-11 管子的定位焊 。
洪梅焊工培训学校_洪梅焊工培训试件的组对及定位焊由广东信科提供,图文并貌,易于焊工学习.



查询广东各市/镇校区
- 东莞焊工培训东莞南城焊工培训东莞东城焊工培训东莞万江焊工培训东莞莞城焊工培训东莞长安焊工培训东莞虎门焊工培训东莞厚街焊工培训东莞沙田焊工培训东莞道滘焊工培训东莞洪梅焊工培训东莞麻涌焊工培训东莞中堂焊工培训东莞望牛墩焊工培训东莞高埗焊工培训东莞寮步焊工培训东莞松山湖焊工培训东莞大朗焊工培训东莞大岭山焊工培训东莞石碣焊工培训东莞石龙焊工培训东莞茶山焊工培训东莞石排焊工培训东莞企石焊工培训东莞东坑焊工培训东莞横沥焊工培训东莞常平焊工培训东莞桥头焊工培训东莞谢岗焊工培训东莞黄江焊工培训东莞樟木头焊工培训东莞清溪焊工培训东莞塘厦焊工培训东莞凤岗焊工培训深圳焊工培训佛山焊工培训广州焊工培训惠州焊工培训中山焊工培训珠海焊工培训东莞焊工培训学校东莞焊工培训班东莞电焊工培训东莞焊工培训中心
其它课程查询
热门资讯
- 2
- 21
- 22
- 23
- 24



- CAD绘图技巧2021-01-21
- 学习creo的几点心得2021-01-21
- solidworks钣金K因子与钣金参数设置2021-01-21
- 万用表的使用及各功能详解2021-01-21
- 转动管的焊接技术2021-01-21

学校信息
广东信科教育集团,是一家专注职业技能、资格证等为一体的大型综合教育机构,18年办学经验,在全国与20多家职业院校全面合作,提供教学设备与教学服务,为企业培养实用型高技能人才. 学校开设:电工培训、焊工培训、PLC培训、工业机器人、CAD制图、SOLIDWORKS、CREO、Abaqus、Ansys、Rhino等课程.....
热点排行




预约免费试听
只要一个电话
我们免费为您回电